






Производство станков с ЧПУ: от анализа режимов резания до контроля под нагрузкой
Почему станок начинается не с чертежа
Станок рождается не в CAD-системе. Он рождается в жесткой рамке требований реального производства. Мы в Ронтек машин тулс начинаем не с геометрии корпуса, а с детального анализа ваших режимов резания. Какой металл? Какие обороты? Какая глубина фрезерования?Наша задача на выходе — получить не просто агрегат по спецификации, а инструмент, который не подведет в самой тяжелой смене. Именно поэтому мы строим весь технологический процесс «от режима — к станку», а не наоборот. И в этой статье мы подробно покажем, как выглядит настоящее производство станков с ЧПУ без компромиссов.
Проектирование: где закладывается ресурс шпинделя и стойкость инструмента
Проектирование — это не про красивую картинку. Это про физику. На этом этапе миллиметры решают всё.Мы закладываем геометрию станины, портала и узлов так, чтобы вибрация гасилась на этапе конструкции, а не компенсировалась вашей оснасткой. Это критически важно, потому что именно гашение резонансов напрямую влияет на:
- ресурс работы шпинделя;
- стойкость режущего инструмента;
- чистоту поверхности детали;
- вашу уверенность в каждом проходе.
Комплектация — баланс надежности и никакой ложной экономии
На стадии выбора компонентов у нас нет случайных решений. Каждый выбор — это сознательный баланс между надежностью и доступной ценой.Однако есть жесткое правило: мы никогда не экономим на том, что влияет на точность позиционирования и долговечность. Никаких компромиссов по направляющим, приводам, системам ЧПУ и шпиндельным узлам.
Почему это так важно? Потому что ложная экономия на одной детали оборачивается для вас многодневными простоями, перерасходом инструмента и срывом сроков сдачи заказа. На наш взгляд, это не бизнес — это риск. Поэтому подбор комплектации для станков с ЧПУ Ронтек машин тулс — это всегда проверка на совместимость и запас прочности.
Сборка и контроль: каждый узел проходит проверку до установки
Сборка — это не конвейер. Это хирургия. Каждый узел у нас проходит входной контроль геометрии и параметров до момента установки в станок.Направляющие проверяются на прямолинейность. Приводы — на люфт и отклик. Шпиндель — на радиальное и осевое биение. Мы не полагаемся на удачу и не верим сертификатам поставщиков слепо. Мы фиксируем физические параметры — и только после этого даем добро на монтаж.
Но главный этап — это итоговый экзамен. Испытания под нагрузкой. Мы не гоняем станок в холостую. Мы загружаем его так, как это будет делать ваш технолог в реальной смене. Контролируем:
- нагрев шпинделя и направляющих;
- вибрации на разных частотах вращения;
- точность позиционирования при многопроходной обработке.
Производственный центр в «Великом камне» — ответы на главные вопросы клиентов
«А он реально вывезет мои режимы?»Этот вопрос мы слышим чаще всего. И мы понимаем, почему он возникает. За каждой заявкой стоит конкретная деталь, конкретный заказ, люди, которые ждут результат. Никому не нужны красивые цифры в буклете — нужна уверенность.
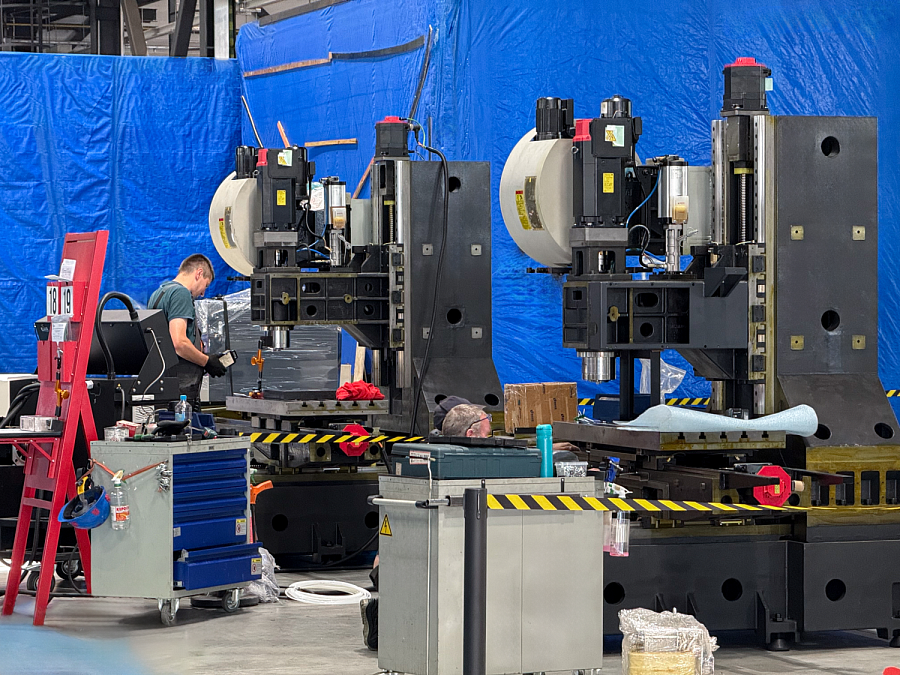
Наш производственный центр в индустриальном парке «Великий камень» — это именно то место, где мы отвечаем на этот вопрос еще до того, как станок покидает завод.
Здесь вертикальные и портальные обрабатывающие центры с ЧПУ Ронтек машин тулс видят каждый сварщик, токарь и технолог, которые сами работают на этом оборудовании. Мы не делаем станки «для других». Мы делаем их для таких же, как мы сами — для тех, кто привык доверять не красивым презентациям, а металлу, температуре и звуку резания.
Мы производим не станки. Мы производим предсказуемый результат. В этом и есть главное наше отличие